焊接工艺
宝钢汽车用热轧高强钢通过低碳低合金设计降低钢的碳当量和焊接裂纹敏感系数,并采用先进的冶炼、轧制技术结合微合金强化技术,获得良好的可焊接性。
| 代表牌号 | 碳含量实绩 C,% |
碳当量实绩 CE |
|---|---|---|
| B750L | ≤0.08 | 0.40 |
| B700L | ≤0.08 | 0.34 |
| B650L | ≤0.08 | 0.29 |
| B600L | ≤0.08 | 0.23 |
| HR60 | ≤0.08 | 0.16 |
| BR330/580DP | ≤0.08 | 0.15 |
![]()
冷 裂
 由于宝钢汽车用热轧高强钢碳当量较低,与其他高强钢相比,有较低的淬硬倾向、出色的抗冷裂纹能力。因此当环境温度大于0℃时,热轧高强钢板不需预热就可直接进行焊接,不易产生焊接裂纹。
由于宝钢汽车用热轧高强钢碳当量较低,与其他高强钢相比,有较低的淬硬倾向、出色的抗冷裂纹能力。因此当环境温度大于0℃时,热轧高强钢板不需预热就可直接进行焊接,不易产生焊接裂纹。
焊前准备工作
在焊接前,应清除焊接处的异物,保持其清洁和干燥。
焊接方法
宝钢汽车用热轧高强钢可使用气体保护焊(MAG)和手工电弧焊(SMAW)、埋弧焊(SAW)进行焊接,推荐使用气体保护焊(MAG)。
焊接热输入
焊接时使用推荐的热输入,可使热影响区具有良好的机械性能。并且热输入范围越宽说明该钢种的焊接性能越好。
焊接热输入由下列公式计算:
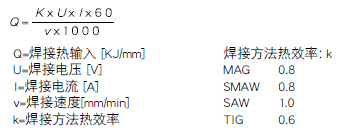
下图为按钢板厚度推荐的最佳焊接热输入范围:

在厚度一定的条件下宝钢汽车用热轧高强钢的许用焊接热输入范围很宽,具有优良的焊接性能。
坡口形式
宝钢汽车用热轧高强钢适用于多种接头型式的焊接,常用的接头型式有:I型坡口、V型坡口。
