іеС№іЙРО
- »щұҫБҰС§РФДЬ
- ДЈДвіЙРОРФДЬ
- ұнГжДҰІБМШРФ
- РҝІгёҪЧЕБҰЖА№Ај°өдРНЦө
- °еІДј°Бгјюҝ№°јПЭРФДЬЖА№Ај°КФСйЗъПЯ
- CGAјјКхөД№ӨіМУҰУГ
- УРПЮФӘ·ВХжј°УҰУГ
»щұҫБҰС§РФДЬ
 ЖыіөУГ»§К№УГЖыіө°еКЧПИТӘҪшРРіеС№іЙРОЈ¬°СёЦ°еіеС№іЙБгјюЛщРиТӘөДРОЧҙәНіЯҙзЎЈұЎ°еөДіеС№іЙРОКЗТ»ёц·ЗіЈёҙФУөД№эіМЈ¬әНёЦ°еөДБҰС§РФДЬЎўёЦ°еУлДЈҫЯЦ®јдөДҪУҙҘДҰІБМхјюЎўДЈҫЯј°С№»ъөДІОКэөИөИ¶јУР№ШПөЎЈКЧПИ№ШРДөДКЗёЦ°еөД»щұҫБҰС§РФДЬЈ¬ЦчТӘУРЗь·юЗҝ¶ИЈ¬ҝ№АӯЗҝ¶ИЈ¬СУЙмВКЈ¬rЦөЈ¬nЦөЎЈТ»°гАҙЛөЈ¬ёЯөДСУЙмВКЈ¬ёЯөДrЦөәНёЯөДnЦөУРАыУЪіеС№іЙРОЎЈ
ЖыіөУГ»§К№УГЖыіө°еКЧПИТӘҪшРРіеС№іЙРОЈ¬°СёЦ°еіеС№іЙБгјюЛщРиТӘөДРОЧҙәНіЯҙзЎЈұЎ°еөДіеС№іЙРОКЗТ»ёц·ЗіЈёҙФУөД№эіМЈ¬әНёЦ°еөДБҰС§РФДЬЎўёЦ°еУлДЈҫЯЦ®јдөДҪУҙҘДҰІБМхјюЎўДЈҫЯј°С№»ъөДІОКэөИөИ¶јУР№ШПөЎЈКЧПИ№ШРДөДКЗёЦ°еөД»щұҫБҰС§РФДЬЈ¬ЦчТӘУРЗь·юЗҝ¶ИЈ¬ҝ№АӯЗҝ¶ИЈ¬СУЙмВКЈ¬rЦөЈ¬nЦөЎЈТ»°гАҙЛөЈ¬ёЯөДСУЙмВКЈ¬ёЯөДrЦөәНёЯөДnЦөУРАыУЪіеС№іЙРОЎЈ




ДЈДвіЙРОРФДЬ
 іэБЛ»щұҫБҰС§РФДЬЈ¬ДЈДвёчЦЦ»щұҫіЙРОМШХчөДіЙРОКФСйҪб№ы¶ФёЦ°еіЙРОРФДЬөДЖАјЫТІәЬЦШТӘЎЈІЙУГКэЧЦЙгПсЎўНјРОҙҰАнәНКэЦө·ЦОцЈ¬ҝЙҪшРРІДБПЎўіеС№ЈХРОНдЗъДЈҫЯәНіеС№№ӨТХІОКэЦ®јдөДПа»Ҙ№ШПөөДСРҫҝЎЈ
іэБЛ»щұҫБҰС§РФДЬЈ¬ДЈДвёчЦЦ»щұҫіЙРОМШХчөДіЙРОКФСйҪб№ы¶ФёЦ°еіЙРОРФДЬөДЖАјЫТІәЬЦШТӘЎЈІЙУГКэЧЦЙгПсЎўНјРОҙҰАнәНКэЦө·ЦОцЈ¬ҝЙҪшРРІДБПЎўіеС№ЈХРОНдЗъДЈҫЯәНіеС№№ӨТХІОКэЦ®јдөДПа»Ҙ№ШПөөДСРҫҝЎЈ
ДЈДвіЙРОКФСйСРҫҝПоДҝЦчТӘУРЈә“S”БәКФСйЖАјЫ°еБП»ШөҜРФДЬЎўТәС№ХНРОКФСйЎўұӯН»КФСйЖАјЫ°еБПХНРОРФДЬЎўіЙРОј«ПЮНјКФСйЎўАӯЙоіЙРОКөСйЖАјЫ°еБПөДАӯЙоіЙРОРФДЬЎўЧ¶ұӯКФСйјмСйАӯ Йо-ХНРОёҙәПіЙРОөД°еБПіЙРОРФДЬЎўА©ҝЧКФСйЖАјЫ°еБПА©ҝЧіЙРОРФДЬөИЎЈ
Йо-ХНРОёҙәПіЙРОөД°еБПіЙРОРФДЬЎўА©ҝЧКФСйЖАјЫ°еБПА©ҝЧіЙРОРФДЬөИЎЈ
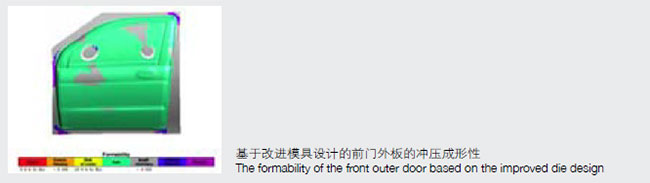
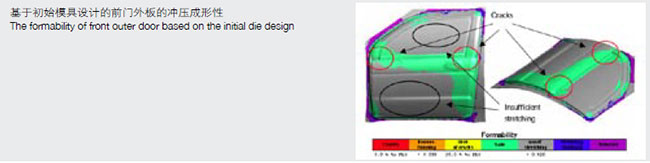
ФЪЙПКцөДёчЦЦіЙРОКФСйЦРЈ¬іЙРОј«ПЮНј(FLD)КФСй·ЗіЈЦШТӘЎЈFLDКЗ°еБПФЪІ»Н¬УҰұдВ·ҫ¶ПВөДҫЦІҝК§ОИј«ПЮУҰұд№№іЙөДЗъПЯЎЈFLDГиКцБЛёчЦЦУҰұдЧҙМ¬ПВІДБПөДіЙРОј«ПЮЈ¬¶Ф·ЦОцёҙФУБгјюөДіЙРО·ЗіЈУР°пЦъЎЈПВНјОӘөдРНёЦЦЦіЙРОј«ПЮНјЈә

ұнГжДҰІБМШРФ
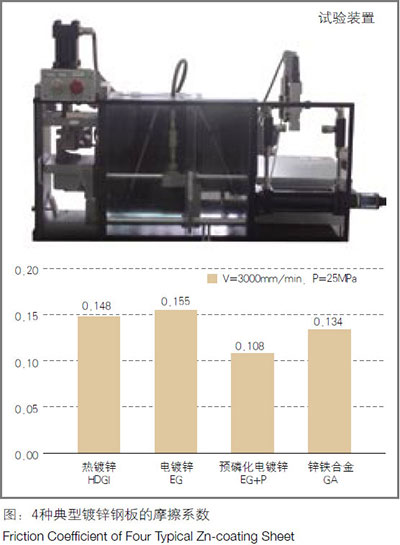
іэБЛёЦ°еұҫЙнөДіЙРОРФДЬНвЈ¬ёЦ°еұнГжУлДЈҫЯЦ®јдөДДҰІБМхјюТІКЗУ°ПміЙРОҪб№ыөДЦШТӘТтЛШЎЈТӘБЛҪвёЦ°еУлДЈҫЯЦ®јдөДДҰІБМШХчКЗТ»ёцПаөұА§ДСөДКВЗйЎЈАӯСУЦйКФСй»ъКЗСРҫҝЖыіө°еұнГжЧҙМ¬өДЧЁУГЙиұёЎЈёГЙиұёНЁ№эИ«ИнјюҝШЦЖәНІ»Н¬ДЈҫЯКөПЦДЈДвЖыіө°еөДіеС№№эіМЈ¬Ів¶ЁЖыіө°еөДұнГжДҰІБПөКэЈ¬ТФСРҫҝИ󻬡ўҙЦІЪ¶ИЎўОВ¶ИөИ¶ФіЙРОөДУ°ПмЈ¬Ів¶ЁЖыіө°е¶ЖІгХіёҪРФөИј¶Ј¬ТФСРҫҝұнГжЦКБҝәНДНёҜКҙРФЎЈ ДҰІБКФСйДҝөДКЗЖАјЫЖыіөУГёЦ°е»тИу»¬УНөДДҰІБМШРФЎЈКФСй·¶О§ЈәіЈОВЈӯ120¶ИЦ®јдЎЈ
РҝІгёҪЧЕБҰЖА№Ај°өдРНЦө
ДҝЗ°ЖыіөЦР¶ЖРҝёЦ°еөДК№УГФҪАҙФҪ¶аЈ¬ФЪіеС№№эіМЦРРҝІгөДёҪЧЕБҰҫНПФөГәЬЦШТӘЎЈУГКөСй·Ҫ·ЁҝЙТФЖАјЫЖыіөУГ¶ЖРҝұЎёЦ°еФЪДЈДвАӯСУҪоЧҙМ¬ПВөДРҝІгХіёҪРФЎЈКФСйК№УГ·¶О§ЈәіЈОВЈӯ120¶ИЦ®јдЎЈ
°еІДј°Бгјюҝ№°јПЭРФДЬЖА№Ај°КФСйЗъПЯ
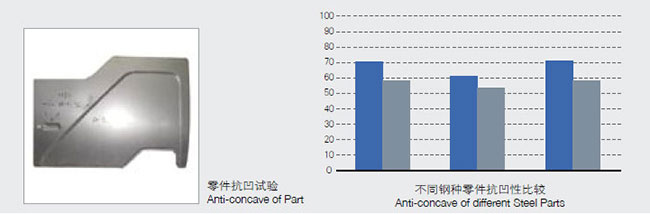
ОӘҙпөҪҪЪДЬДҝөДЈ¬ЖыіөёІёЗјюЙијЖИХЗчЗбБҝ»ҜЈ¬іЙРОЦРҙуБҝІЙУГёЯЗҝ¶Иі¬ұЎёЦ°еЈ¬ОӘЖА№АёЦ°ејхұЎТэЖрёХРФөДұд»ҜЈ¬МбіцБЛҝ№°јРФЦёұкЎЈЛщОҪҝ№°јРФКЗЦё№№јюіРКЬәбПтјҜЦРФШәЙөЦҝ№°јПЭөДДЬБҰЈ¬Ль°ьАЁЈәҫЦІҝ°јПЭҝ№БҰЈ¬ҝ№°јёХ¶ИЎЈ
КФСй¶ФМШ¶ЁКФјюДЈДвёІёЗјюҪшРРҝ№°јРФЖА№АЈ¬ФЪЧјҫІМ¬ЈЁөНЛЩЈ©әН¶ҜМ¬ЈЁёЯЛЩЈ©С№ИлМхјюПВМṩЦШёҙҝЙұИҪПөДҝ№°јКФСйҪб№ыЈ¬ОӘБгјюСЎІДМṩТАҫЭЎЈ

°еІДҝ№°јРФЖА№АКөАэЈәҙУЙПНјҝЙТФҝҙіцЈ¬әс¶ИФцјУЈ¬ҫЦІҝ°јПЭҝ№БҰФцҙу
Зь·юЗҝ¶ИФцҙуЈ¬ҫЦІҝ°јПЭҝ№БҰФцҙу
Бгјюҝ№°јРФКФСй¶ФёІёЗјюҪшРРҝ№°јРФЖА№АЈ¬ФЪЧјҫІМ¬ЈЁөНЛЩЈ©әН¶ҜМ¬ЈЁёЯЛЩЈ©С№ИлМхјюПВМṩЦШёҙҝЙұИҪПөДҝ№°јКФСйҪб№ыЈ¬¶ФБгјюіЙРОәуөДК№УГРФДЬҪшРРЖА№АЎЈ
CGAјјКхөД№ӨіМУҰУГ
ІЙУГіЙРОј«ПЮНј(FLD),НшёсУҰұд·ЦОц(CGA)ТФј°әс¶ИУҰұд·ЦОц(TSA)¶ФБгјюіеС№іЙРОөД°ІИ«ФЈ¶ИҪшРРЖА№АЎЈПВНјҫНКЗТ»ёцҫЯМеКөАэЈә

УРПЮФӘ·ВХжј°УҰУГ
ЖыіөөДјЖЛг»ъ·ВХжјјКхКЗјЖЛг»ъёЁЦъ·ЦОцјјКхөДТ»ЦЦЈ¬ЛьКјЦХ№бҙ©УЪЖыіөөДЙијЖҪЧ¶ОЎЈёХ¶ИЗҝ¶И·ЦОцЎўЕцЧІ·ЦОцЎўДЈМ¬·ЦОцУГУЪјмСйЖыіөҪб№№КЗ·с·ыәП°ІИ«ұкЧјЈ»РйДвВ·КФУГУЪјмСйЖыіөөДҪб№№ЎўБгјюәНәёөгөИөДҝ№ЖЈАНРФЈ»іеС№·ВХж·ЦОцУГУЪјмСйіөЙнБгјюКЗ·сҫЯУРБјәГөДҝЙіЙРОРФЎЈТтҙЛЖыіөјЖЛг»ъ·ВХжјјКхУРР§өШЛх¶МБЛЖыіөөДЙијЖЦЬЖЪЈ¬ҪЪФјБЛҙуБҝөДИЛБҰЎўОпБҰәНКұјдЈ¬ҙУ¶шҪөөНБЛіЙұҫЈ¬МбёЯБЛЖыіөі§өДҫәХщДЬБҰЎЈ
НЁ№эУЕ»ҜАӯСУҪоөДІјЦГәНЗҝ¶ИЈ¬ТФј°ФцјУ№ӨТХЗРҝЪЈ¬ёДЙЖёГБгјюөДіеС№іЙРОРФДЬЎЈ