二片罐
两片罐是为替代有铅污染的锡焊三片罐而发展起来的,两片罐是用冲床通过拉深成型模具使之经拉深、压延变形,成为罐底罐身为一体的包装容器,套上罐盖进行卷边封口,即可得到完整的销售包装件。因其整个罐体由两件组成,故称之为两片罐。
两片罐与三片罐相比具有如下优点:(1)罐身无接缝、罐身与罐底无卷边封接,故密封性好,且节省了原材料;(2)罐身可进行全面积装潢印刷;(3)制罐程序简单,效率高等。但也有不足之处,如对制罐材料的性能要求高,设备投资都较大,制罐技术、设备与模具精度要求也较高等。
两片罐的类型:按罐身的高低分,有浅冲罐和深冲罐;按罐材分,有两片铝罐和两片钢罐(镀锡板罐);按罐身成型方法分,有变薄拉深两片罐(DI罐)和深冲拉拔两片罐(DRD罐);按罐形分,有圆罐和异形罐。常见的是DI罐和DRD罐。
DRD罐
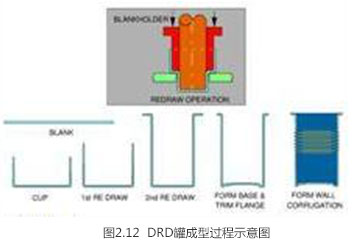
DRD罐的制造流程分别是冲杯、一次拉伸、二次拉伸、反边及后续加工,成型过程如图2.12所示。
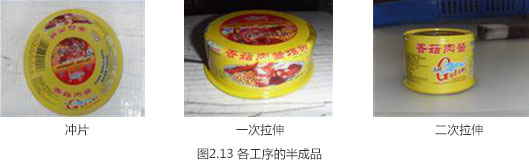
工厂DRD罐的加工工艺一般分为5个步骤:上料、冲床冲罐、深冲加翻遍、修边、成品罐质检。主要的加工过程如图2.13所示。
DRD罐对于材料机械性能要求很高,特别是各向异性要求严格,如材料各向异性大,则出现制耳显著、修边量不足,造成废罐。
DRD罐
DI罐是在冲床上经模具内拉拔伸展而成型,所用板坯材料的厚度为0.2~0.4mm,成型后的罐身壁厚为0.07~0.14mm,罐底基本保持原坯厚。这种罐主要用于啤酒及含气的碳酸类饮料的包装。

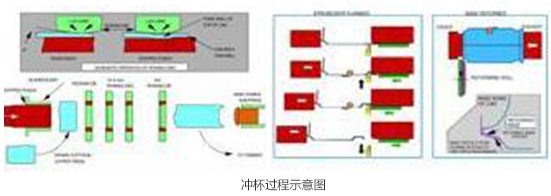
变薄拉深的工艺过程主要包括:切片→冲杯→再拉伸→多次变薄拉伸→修边→缩径和翻边。拉伸和变薄拉、缩径和翻边,其中冲杯过程如下图所示。
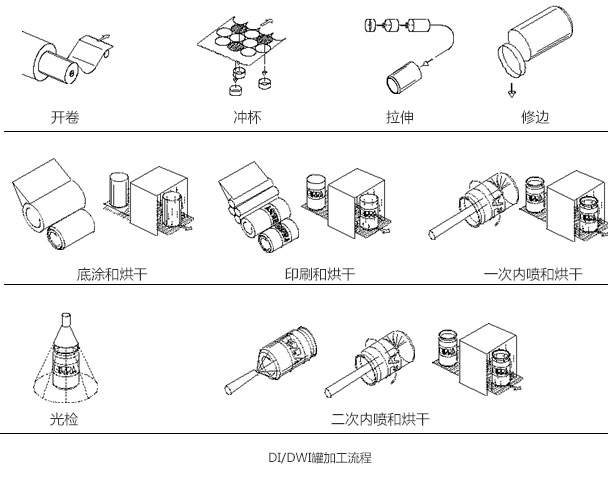
DI钢罐使用的镀锡板为DI材镀锡板,DI罐的制造流程包括:开卷、冲杯、减薄拉伸、修边、清洗烘干、底涂、印刷、一次内喷、缩径与翻边、光检漏罐、二次内喷、照相检测、堆垛,如下图所示。